


< Back to Supply chain development
Author: Johnny Liu, CEO at Dowway Vehicle
Published: March 10, 2026
Last Updated: March 10, 2026
Article Type: Cluster Page
About the author: Johnny Liu is CEO at Dowway Vehicle. He works on vehicle systems, supplier coordination, and automotive engineering programs linked to market demand. This article is written for industry readers, researchers, and business teams tracking supplier-side change in the automobile industry chain.
China’s automobile industry chain has changed in a big way. Chinese suppliers are no longer known only for low-cost support work. They now hold stronger positions in electric vehicles, intelligent driving, smart cockpit systems, connected mobility, lightweight materials, and green manufacturing. In some areas, especially batteries, electric drive systems, and system integration speed, Chinese suppliers are already among the world’s strongest players.
This change matters because the auto industry is shifting toward electrification, intelligence, connectivity, and lightweight design. In that shift, suppliers are doing far more than following OEMs. They are becoming technology partners, system builders, and, in some cases, pace setters. From Tier 1 system suppliers to Tier 3 material and component makers, China has built a large and more capable supplier base that supports both the domestic market and overseas expansion.
This article explains where China’s suppliers sit in the automobile industry chain, what technical progress has been made, which engineering applications are moving into production, what strengths already stand out, and which problems still need work.
- What Is the Automobile Industry Chain?
- China’s Position in the Automobile Industry Chain
- How China’s Supplier Structure Works
- Power Battery Suppliers: From Solid-Liquid Hybrid to All-Solid-State
- Drive Motor Suppliers: Higher Efficiency and Stronger Integration
- Electric Control Suppliers: Domain Control, Computing Power, and Safety
- Intelligent Cockpit Suppliers: End-to-End AI Agent Is Moving Into Production
- Intelligent Driving Suppliers: L3 Routes Are Taking Shape
- Intelligent Connectivity Suppliers: Communication Is Becoming More Important
- Lightweight Materials
- Manufacturing Process Upgrades
- 1. Full-Chain Collaboration
- 2. Fast Technology Iteration
- 3. Cost Advantages Through Localization and Scale
- 4. Faster Global Expansion
- High-End Core Components Still Need Work
- R&D and Talent Pressure
- Supply Chain Security Risks
- Standards Are Still Incomplete
- Three-Electric Systems Will Become Safer, Stronger, and More Integrated
- Intelligent Connected Technologies Will Move Toward Full-Scenario Use
- Lightweighting Will Depend on Material and Process Upgrades Together
- High-End Localization Will Continue
- Globalization Will Go Deeper
- 1. What are the main stages of the automotive industry value chain?
- 2. What is the difference between OEM, Tier-1, Tier-2, and Tier-3 suppliers?
- 3. Why is the automotive supply chain considered one of the most complex in manufacturing?
- 4. How is electrification and digitalization changing the automotive industry chain?
- 5. Where is most of the value captured in the automotive industry chain?
What Is the Automobile Industry Chain?
The automobile industry chain is the full industrial system behind vehicle design, production, sales, and lifecycle service. It includes raw materials, basic electronic parts, core components, system suppliers, vehicle assembly, distribution, and aftermarket support.
A simple way to view it is:
Raw Materials → Components → Modules → Vehicle Assembly → Distribution → Aftermarket
In China, this chain has become broader, tighter, and more technology-driven. Value is moving away from simple assembly and toward batteries, electric drive units, intelligent software, advanced manufacturing, and connected vehicle platforms.
China’s Position in the Automobile Industry Chain

After years of development, China has formed a full automotive supplier system with complete categories, clear layers, and strong support capacity. It covers direct vehicle supporting systems, core parts, base electronic components, and materials. In industrial terms, this means a complete structure across Tier 1, Tier 2, and Tier 3 suppliers.
China’s supply base is also highly concentrated in major regions. Six large clusters shape the landscape:
- Yangtze River Delta
- Pearl River Delta
- Southwest China
- Northeast China
- Central China
- Bohai Rim region
Together, the parts sector accounts for about 80% of total industry output value, and the Yangtze River Delta alone contributes about 37%, making it the main cluster in the Chinese automobile industry chain.
China’s supplier role has also shifted from scale expansion to quality upgrading. Suppliers are moving away from the old label of low-end supporting manufacturers and into higher-value technical fields such as new energy vehicle three-electric systems, intelligent driving, and smart cockpit platforms.
In 2024, China’s auto parts manufacturing revenue reached RMB 4.62 trillion, up 4.8% year on year. It was expected to rise to RMB 4.78 trillion in 2025. In the 2024 Automotive News Top 100 global parts supplier ranking, the number of Chinese companies rose to 15, and CATL ranked fourth. That is a clear sign that Chinese suppliers are taking a larger role in the global automobile industry chain.
How China’s Supplier Structure Works
Tier 1, Tier 2, and Tier 3 Suppliers
China’s supplier structure follows a layered model.
Tier 1 suppliers work directly with automakers. They deliver major systems such as battery packs, electric drive systems, intelligent cockpit solutions, braking systems, chassis modules, and body systems.
Tier 2 suppliers provide important components and subassemblies to Tier 1 companies. These include motors, inverters, semiconductor modules, displays, radar parts, sensors, gears, and wiring products.
Tier 3 suppliers support the chain with raw materials, engineered materials, chemicals, rare earth inputs, semiconductors, and basic electronic components.
This layered setup gives China strong industrial response speed. When a new platform, battery route, or cockpit architecture is chosen, suppliers can move from design change to production faster because the chain is geographically dense and industrially connected.
Three Main Development Directions
China’s supplier growth now centers on three main directions.
First, suppliers are deeply tied to the new energy vehicle value chain, especially in batteries, motors, electric control, thermal management, and integration platforms.
Second, they are moving into intelligent and connected vehicle technologies, including smart driving, cockpit-domain integration, vehicle-road-cloud coordination, and next-generation communication systems.
Third, they are stepping up work on lightweight and green technologies, which support carbon reduction, energy savings, and more sustainable manufacturing.
These three directions are connected. A more efficient motor depends on power electronics and control algorithms. A safer battery system needs better thermal management and software. A higher-level intelligent vehicle needs stronger computing, communication, materials, and chassis control.
Core Technology Breakthroughs in the Automobile Industry Chain
The strongest supplier-side progress in China is concentrated in three technical areas:
- new energy vehicle three-electric systems
- intelligent connected vehicle systems
- lightweight materials and advanced manufacturing processes
These three areas form the technical backbone of current supplier upgrading.
New Energy Vehicle Three-Electric Systems in the Automobile Industry Chain

The three-electric system means the battery, motor, and electric control system. It is the power core of a new energy vehicle and the main field where Chinese suppliers have made major progress. The development path is clear: higher performance, lower cost, and tighter integration.
Power Battery Suppliers: From Solid-Liquid Hybrid to All-Solid-State
Chinese battery suppliers already hold a leading global position. In 2024, Chinese companies accounted for nearly 70% of global power battery installations. Major players include CATL, BYD FinDreams Battery, and Gotion High-Tech.
Battery engineering is moving toward:
- higher energy density
- stronger safety
- longer service life
- better low-temperature performance
- stronger industrial scaling
Semi-Solid-State and Solid-Liquid Hybrid Batteries
According to the source report, 2026 is expected to be a key year for solid-liquid hybrid battery deployment at the level of hundreds of thousands of vehicles. Energy density is expected to reach 300–400 Wh/kg, more than 40% higher than current mainstream liquid battery systems.
When paired with efficient wide-temperature heat pump systems, whose market installation rate may exceed 40%, low-temperature range loss could drop by around 40%. That matters because winter range loss remains a major EV pain point.
All-Solid-State Battery Commercialization
The report gives strong attention to all-solid-state battery progress. GAC and Changan planned vehicle validation around 2026, while Chery had already shown an all-solid-state battery module with energy density of 600 Wh/kg. That points to possible vehicle range above 1,500 kilometers under suitable assumptions.
Safety is just as important as range. Solid electrolytes can withstand temperatures above 400°C, which gives a stronger answer to thermal runaway risk than traditional liquid systems.
Battery Materials, Production, and Recycling
The report points to three important battery links.
The first is key materials. The Qingdao Institute of Bioenergy and Bioprocess Technology under the Chinese Academy of Sciences made progress in sulfide electrolytes and silicon-carbon anode interface stability, both of which are important for scaling solid-state systems.
The second is production equipment and process localization. Technologies such as tab laser welding and solid electrolyte coating equipment are becoming domesticized. Companies such as Gotion and Farasis Energy are stepping up pilot line and mass-production line construction.
The third is battery recycling. As retired battery volumes rise, recycling of cobalt, nickel, and other strategic materials is becoming a large market. This supports a closed loop from battery to material and helps improve resilience in the automobile industry chain.
Drive Motor Suppliers: Higher Efficiency and Stronger Integration
China’s drive motor suppliers, including BYD FinDreams Power, Inovance, and Jing-Jin Electric, have moved from basic electric drive products to more advanced integrated systems for passenger and commercial vehicles.
Motor Efficiency and SiC Power Modules
Permanent magnet synchronous motors have reached power density above 4 kW/kg, and the use of SiC power modules has pushed system efficiency above 97%. This lowers vehicle energy use and improves operating efficiency.
Integrated Electric Drive Systems
The integration of motor + reducer + inverter into compact electric drive systems is becoming mainstream. The report notes that companies such as Bethel are adding capacity in this area, helping integrated electric drive systems cut cost by more than 20%.
Distributed Intelligent Drive and Drive-Brake Coordination
Drive technology is also moving from simple single-drive thinking to distributed intelligent drive. By linking the motor with electromechanical braking systems, suppliers can support anti-slip control, differential drive logic, and stronger energy economy.
Localization of Core Motor Components
Domestic replacement is moving forward in several key areas:
- rare earth permanent magnets
- SiC power devices
- high-precision gears
The report states that localization rates in these parts have risen from about 30% to 50%, and may exceed 70% by 2026.
Electric Control Suppliers: Domain Control, Computing Power, and Safety
The electric control system is the “brain” of the three-electric architecture. It manages power distribution, energy optimization, fault diagnosis, and system coordination. Leading Chinese suppliers include Desay SV, BYD FinDreams Control, and Joyson Electronics.
From Distributed ECUs to Centralized Domain Control
Chinese suppliers are moving from distributed control units toward centralized domain control. This matches the wider shift in vehicle electronic and electrical architecture.
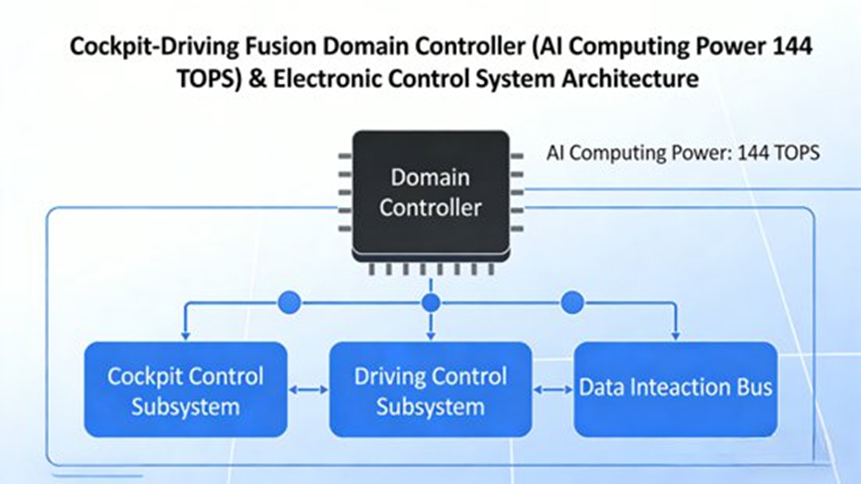
Cockpit-Driving Fusion Domain Controllers
The report points to larger-scale production in 2026 for cockpit-driving integrated domain controllers based on platforms such as Qualcomm Snapdragon 8775. A single chip can support both smart cockpit and intelligent driving functions, with computing power reaching 144 TOPS.
This allows voice, navigation, visualization, and assisted driving functions to work within a more unified system. The report uses the new Arcfox Alpha T5 as an example of urban NOA features moving into the RMB 150,000 range.
Functional Safety and Cybersecurity
As architecture becomes more centralized, safety becomes more important. ISO 26262 is driving upgrades in vehicle E/E architecture, while demand is rising for:
- vehicle firewalls
- safety chips
- cybersecurity functions
- more precise battery management software
Chinese suppliers also have clear strength in battery management systems, especially in accurate SOC estimation, which matters for both safety and user trust.
Intelligent Connected Vehicle Technologies in the Automobile Industry Chain
China’s intelligent connected vehicle supply base is growing around three linked fields:
- intelligent cockpit
- intelligent driving
- intelligent connectivity
By 2026, the trend is expected to move into a stage of technology convergence, scenario rollout, and cost reduction, helping smart vehicles move from niche products to broader market adoption.
Intelligent Cockpit Suppliers: End-to-End AI Agent Is Moving Into Production
China’s smart cockpit suppliers, including Desay SV, Foryou Group, and Joyson Electronics, are moving from feature stacking to more complete capability integration.
Multimodal Interaction
The report treats 2026 as an important year for scaled production of end-to-end AI Agent smart cockpits.
Key interaction upgrades include:
- natural voice conversation
- gesture control
- eye-tracking and gaze interaction
- continuous multi-turn dialogue across scenarios
- better intent understanding in different driving conditions
This matters because cockpit design is no longer just about adding screens. It is about safe and low-friction human-machine interaction.
Personalized and Scenario-Based Services
The cockpit is also becoming more personalized. Data-driven recommendations and automatic mode switching, such as commuting mode and family mode, are becoming standard expectations.
AR-HUD, Flexible OLED, and Domestic Substitution
AR-HUD penetration in mid- to high-end vehicles is projected to rise from around 15% to 35%. At the same time, flexible OLED displays, automotive voice chips, and other cockpit parts are moving into domestic substitution, which lowers cost while improving integration.
HBM Chips and In-Vehicle Optical Communication
The report also points to HBM chips as a way to solve bandwidth bottlenecks in real-time data processing. It also notes that in-vehicle optical communication has completed real-vehicle validation, which matters because future cockpit and driving systems need faster and more interference-resistant data links.
Intelligent Driving Suppliers: L3 Routes Are Taking Shape

Chinese intelligent driving suppliers have moved from L2 assistance toward L3 conditional automated driving. The ecosystem includes Desay SV, local partners of Mobileye, and suppliers linked to Huawei’s automotive business.
Single-Vehicle Intelligence and Vehicle-Road-Cloud Collaboration
The report shows two parallel routes.
The first is single-vehicle intelligence, where onboard sensors, software, and controllers handle the driving task.
The second is vehicle-road-cloud collaboration, where roadside systems and cloud support help improve safety, especially in highways, industrial parks, and other structured scenarios.
Companies such as XPeng and Changan planned broader L3 scenario coverage, while collaborative infrastructure-based functions were already starting to land in selected use cases.
Lower-Cost Intelligent Driving for Wider Adoption
Cost reduction is a major theme. BYD’s “God’s Eye” system was cited as moving into vehicles below RMB 100,000. The report also mentions Zhuoyu Technology, which uses binocular perception and end-to-end models on mid-level compute platforms to support urban NOA.
This points to intelligent driving becoming less limited to premium vehicles.
Perception: LiDAR and 4D Radar
At the perception layer, China is making progress in sensor replacement. LiDAR domestic replacement has exceeded 60%, and 4D millimeter-wave radar is entering mass production, helping reduce blind spots and improve environmental understanding.
Decision: End-to-End Models and Simulation Systems
At the decision layer, end-to-end large models are gradually moving into use. The report also points to stronger simulation testing systems, which help improve model generalization and speed up algorithm updates.
Execution: Brake-by-Wire, Steer-by-Wire, and Line-Control Chassis
At the execution layer, brake-by-wire and steer-by-wire are becoming core enablers of higher-level automated driving. Penetration of line-control chassis technology in new energy vehicles is expected to exceed 50%.
The report specifically names Bethel’s ONE-BOX solution and APG’s EMB system, both of which passed ISO 26262 ASIL-D certification, meeting demanding engineering safety requirements.
Intelligent Connectivity Suppliers: Communication Is Becoming More Important
Connectivity is the link that holds the smart vehicle ecosystem together. Major companies named in the report include Huawei, ZTE, and Quectel.
5G-A Deployment
The report expects 5G-A, or 5.5G, to support commercial deployment in 2026, offering higher bandwidth and lower latency for connected vehicle services.
Automotive Ethernet Limits and Optical Communication Upgrades
Traditional in-vehicle Ethernet faces pressure in electromagnetic resistance and data rate under future vehicle loads. That is why optical communication inside the vehicle is getting more attention as a next-generation communication option.
Vehicle-Road-Cloud Integration
Vehicle-road-cloud systems can improve safety and efficiency through collaborative perception and collaborative decision control. Some real-world application scenarios have already begun to move into use.
Digital RMB Smart Contracts
The report also mentions digital RMB smart contract technology in connected vehicle scenarios, including charging payment and insurance claim processing.
Lightweight Materials and Manufacturing Processes in the Automobile Industry Chain
Lightweighting is one of the most direct ways to cut EV energy use and improve range. Chinese suppliers are making visible progress in both materials and manufacturing technology.
Companies named in the report include Fuyao Glass, Minth Group, and Tuopu Group.
Lightweight Materials
Aluminum Alloy, High-Strength Steel, and Carbon Fiber
The use of aluminum alloy, high-strength steel, and carbon fiber composites continues to rise.
The report notes that hot forming can achieve 20% to 30% weight reduction, while material tensile strength can reach 1500 to 2000 MPa in ultra-high-strength applications.
Plastic Replacing Steel
Replacing metal with modified plastics and high-performance polymers is becoming more common in vehicle design. This supports both lightweighting and production flexibility.
Low-Carbon and Circular Materials
The report gives two specific examples.
Lizhong Group developed a heat-treatment-free aluminum alloy that cuts energy use in large die-cast part production by 30% and allows 100% recycling of scrap aluminum.
Ningbo Tuopu Group adopted bio-based polyurethane instead of petroleum-based material. This cuts carbon emissions by 1.2 tons per ton of seat foam material.
These examples show that lightweighting in the automobile industry chain now includes both mass reduction and lower-carbon material choices.
Manufacturing Process Upgrades
Integrated Die Casting
Integrated die casting is becoming a major process change. The report notes that Zhongjie Jinggong used integrated casting to reduce a steering knuckle from 12 parts to 1, which improves both manufacturing efficiency and precision.
3D Printing
Huapei Power used 3D printing for a middle housing part, cutting development time by 60%. This matters because speed to market is becoming more important in EV and intelligent vehicle competition.
Precision Forging and Five-Axis Machining
The report also points to precision manufacturing progress:
- Haitian Precision’s five-axis machining center cut crankshaft processing cycle time to 90 seconds
- Yizumi’s electric-drive die-casting machine controlled cylinder block blank weight accuracy within ±50 grams
These details show how process capability supports supplier competitiveness across the automobile industry chain.

Core Competitive Strengths of China’s Suppliers
China’s supplier strengths can be grouped into four main areas.
1. Full-Chain Collaboration
China has built a complete chain from base materials to integrated systems. OEMs and suppliers often work together earlier in vehicle development, which improves speed and flexibility.
2. Fast Technology Iteration
In electrification and intelligent systems, Chinese suppliers are investing heavily and moving fast. In some areas, especially batteries and electric drive systems, they have already built strong technical barriers.
3. Cost Advantages Through Localization and Scale
Domestic replacement lowers cost. Large-scale production spreads R&D and manufacturing investment across higher volume, which improves competitiveness at home and abroad.
4. Faster Global Expansion
The report names companies such as Linglong Tire, Sailun Group, and Zhongding that are expanding through overseas factories, acquisitions, and global supply systems. As Chinese automakers expand internationally, suppliers are moving from domestic leadership toward system export.
Technical Challenges Still Facing the Automobile Industry Chain
China’s supplier progress is real, but several important gaps remain.
High-End Core Components Still Need Work
Some high-end automotive technologies still depend on imports, including:
- advanced automotive chips
- high-end sensors
- high-precision reducers
- high-end automotive safety chips
- some HBM-related capability areas
These remain key bottlenecks.
R&D and Talent Pressure
Compared with some global giants, China still needs deeper investment in foundational research and core technology. There is also a shortage of high-end cross-disciplinary talent in automotive engineering, electronics, software, and AI.
Supply Chain Security Risks
Key battery minerals such as lithium, cobalt, and nickel are concentrated in limited geographies, which increases dependence risk. Global supply volatility and technology trade barriers also create pressure.
Standards Are Still Incomplete
In intelligent driving and connected vehicle technology, domestic and international standards are not yet fully aligned. That can slow large-scale rollout and make global expansion harder.
Future Development Trends in the Automobile Industry Chain

The report points to four long-term directions: high-end, intelligent, green, and globalized.
Three-Electric Systems Will Become Safer, Stronger, and More Integrated
Battery, motor, and control systems will keep moving toward higher performance, stronger safety, and deeper integration.
The report specifically points to:
- all-solid-state batteries
- sodium-ion batteries
- wider use of SiC and GaN wide-bandgap semiconductors
- multi-in-one electric drive systems
These technologies will improve efficiency, reliability, packaging, and cost.
Intelligent Connected Technologies Will Move Toward Full-Scenario Use
L3 and above automated driving will gradually move into larger-scale rollout. End-to-end large models and vehicle-road-cloud coordination will become major competitive factors.
Smart cockpits will also deepen integration with people, vehicles, roads, and cloud systems. Multimodal interaction and personalized services will become standard. 5G-A and in-vehicle optical communication will strengthen the connected ecosystem.
Lightweighting Will Depend on Material and Process Upgrades Together
Carbon fiber composites, new aluminum alloys, integrated die casting, and 3D printing will continue to spread. The industry goal will be to balance lightweighting, safety, and cost.
Green manufacturing, circular economy models, carbon footprint management, and ESG capability will also become more important to supplier competitiveness.
High-End Localization Will Continue
Domestic replacement will keep moving upward into automotive chips, advanced sensors, and high-precision reducers. Suppliers are likely to deepen work with universities and research institutes to strengthen basic research and hard-tech breakthroughs.
Globalization Will Go Deeper
Chinese suppliers will need to adapt to stricter rules in mature markets such as Europe while also building stronger positions in emerging markets. Overseas plants, acquisitions, and technology export will help build global R&D, manufacturing, and support systems.
FAQ: Automobile Industry Chain
1. What are the main stages of the automotive industry value chain?
Short answer: The chain usually has three parts: upstream, midstream, and downstream.
The automotive industry chain is usually divided into three main segments: upstream, midstream, and downstream.
- Upstream: raw materials and key inputs such as steel, aluminum, semiconductors, batteries, and specialty chemicals
- Midstream: vehicle manufacturing, system integration, and major supplier coordination
- Downstream: distribution, dealerships, service, maintenance, and aftermarket support
A simplified chain looks like this:
Raw Materials → Components → Modules → Vehicle Assembly → Distribution → Aftermarket
This structure helps explain how value moves from resource extraction to vehicle ownership and long-term service.
2. What is the difference between OEM, Tier-1, Tier-2, and Tier-3 suppliers?
Short answer: OEMs build and sell vehicles, while Tier 1 to Tier 3 suppliers support them at different levels.
The automotive supply base is organized by proximity to the automaker.
- OEM: designs, engineers, assembles, and sells the vehicle
- Tier-1 suppliers: provide major systems directly to OEMs
- Tier-2 suppliers: provide parts and subassemblies to Tier-1 companies
- Tier-3 suppliers: provide raw materials and basic components
In the Chinese automobile industry chain, this tiered structure is highly integrated, which supports faster engineering response and localized manufacturing.
3. Why is the automotive supply chain considered one of the most complex in manufacturing?
Short answer: Because vehicles use huge numbers of parts sourced across many supplier layers and countries.
Modern vehicles contain tens of thousands of parts sourced through multiple layers of suppliers across different regions. The complexity comes from:
- multi-tier supplier networks
- global production footprints
- strict safety and quality rules
- just-in-time manufacturing systems
- rising software and electronics content
- tight coupling between hardware, computing, and communication
Because of this, a shortage in one component category, such as chips or sensors, can disrupt entire production lines.
4. How is electrification and digitalization changing the automotive industry chain?
Short answer: They are shifting value toward batteries, software, electronics, and connected systems.
Electrification and digitalization are shifting the center of value toward:
- battery supply chains
- electric drive systems
- chips and power electronics
- sensors and AI systems
- smart cockpit platforms
- intelligent driving software
- connected vehicle communication and cloud integration
This is moving the industry away from a purely mechanical model and toward software-defined, data-rich, and tightly integrated vehicles.
5. Where is most of the value captured in the automotive industry chain?
Short answer: Value has traditionally sat with OEMs, Tier 1 suppliers, and aftermarket services, but new profit pools are growing fast.
Traditionally, value has been concentrated in:
- vehicle brands and OEMs
- Tier-1 suppliers with strong system integration capability
- aftermarket services such as maintenance, repair, and spare parts
Now, new value pools are growing in:
- EV batteries
- autonomous driving software
- connected vehicle platforms
- data systems
- mobility services
- power semiconductors and domain computing
This is changing profit distribution across the global automobile industry chain.
Conclusion
China’s suppliers have made major progress in the most important technical areas of the modern automobile industry chain. In new energy vehicles, they have built strong positions in batteries, drive motors, and electric control. In intelligent connected vehicles, they are moving forward in smart cockpit platforms, intelligent driving systems, connectivity architecture, and line-control chassis technologies. In manufacturing, they are improving lightweight materials, green materials, integrated die casting, 3D printing, and precision machining.
These gains are helping China move from a large auto parts producer to a stronger and more technically capable supplier nation.
The report also makes clear that challenges remain. High-end chips, advanced sensors, raw material security, standards, and talent still need work. Even so, the overall direction is clear. Chinese suppliers are no longer only reacting to global industry change. In several core areas, they are helping define it.
That is why the future of the automobile industry chain will depend more and more on suppliers that control the technologies behind electrification, intelligence, connectivity, lightweighting, and scalable manufacturing. In China, those suppliers are becoming one of the main forces behind the next phase of global automotive competition.
