

< Back to Vehicle Design & Engineering Hub
Author: Johnny Liu, CEO at Dowway Vehicle
Published: February 26, 2026
- Key Takeaways
- The Role of Stamping in Auto Manufacturing
- Definition and Core Objectives
- Modern Industry Challenges
- 2.1 Clarifying Product Design Parameters
- 2.2 Determining Material Performance Parameters
- 2.3 Defining Production Volume and Capacity Requirements
- 2.4 Assessing Equipment and Facility Conditions
- 3.1 Product Design Adaptability
- 3.2 Material Formability Analysis
- 3.3 Process Plan Evaluation
- 3.4 Equipment and Die Adaptability
- 3.5 Quality Control and Cost Assessment
- 4.1 Theoretical Analysis
- 4.2 Simulation Analysis (CAE)
- 4.3 Experimental Verification
- 5.1 The 5-Step Closed-Loop Flow
- 5.2 Common Process Risks and Troubleshooting Strategies
- What is a stamping process feasibility analysis?
- What key factors are evaluated in stamping feasibility?
- How is stamping formability assessed?
- Why is early simulation important in stamping feasibility?
- What common quality issues does a feasibility study aim to prevent?
Key Takeaways
- Early Action: Stamping feasibility analysis is a mandatory technical review in auto manufacturing. It ensures you can build parts well and within budget.
- Five Core Dimensions: We look at product design, material formability, process planning, equipment capability, and economic reality.
- Modern Tooling: Using CAE simulations (like AutoForm) catches errors early. This prevents expensive late-stage die modifications.
- Defect Prevention: Finding risks early stops common sheet metal forming issues like cracking, wrinkling, and springback before physical tryouts even begin.
1. Introduction: Understanding the Feasibility Analysis of Stamping Process
The Role of Stamping in Auto Manufacturing
Automotive manufacturing relies heavily on the stamping process to form critical components. This includes body panels (doors, hoods, fenders), structural parts (crossmembers, side members, pillars), and interior pieces. Astoundingly, stamped parts account for over 60% of the total volume of automotive components.
Definition and Core Objectives
What exactly is this analysis? A stamping process feasibility analysis looks at a specific product design, the chosen materials, and the available equipment. It asks one simple question: can we reliably manufacture this part using sheet metal forming? The ultimate goal is to produce parts that meet strict design rules (dimensional accuracy, geometric tolerances, surface quality) while satisfying mass-production demands and keeping costs under control. This review is a vital phase during automotive R&D and mass production.
Modern Industry Challenges
The auto industry is moving toward lighter, higher-performing, and smarter vehicles. Because of this shift, builders use newer materials like high-strength steel, aluminum alloys, and composites. These materials, along with the demand for intricate curved surfaces, make forming much harder. Running a thorough feasibility study early in the design phase is a must. It spots process risks before they turn into real problems. This early check prevents expensive die changes later, keeps the schedule on track, and boosts your market position.
2. Key Prerequisites for Conducting the Analysis
A solid analysis relies on clear input conditions. The following four prerequisites lay the foundation:
2.1 Clarifying Product Design Parameters
Product design forms the basis of the work. Required documentation includes 3D CAD models and 2D engineering drawings. You must specify dimensional precision, geometric tolerances (flatness, perpendicularity, profile), surface quality (no scratches, wrinkles, or cracks), and performance needs of key functional areas (strength, stiffness). For intricate curved parts, you need to explicitly define parameters like surface curvature and transition fillets to avoid analytical errors.
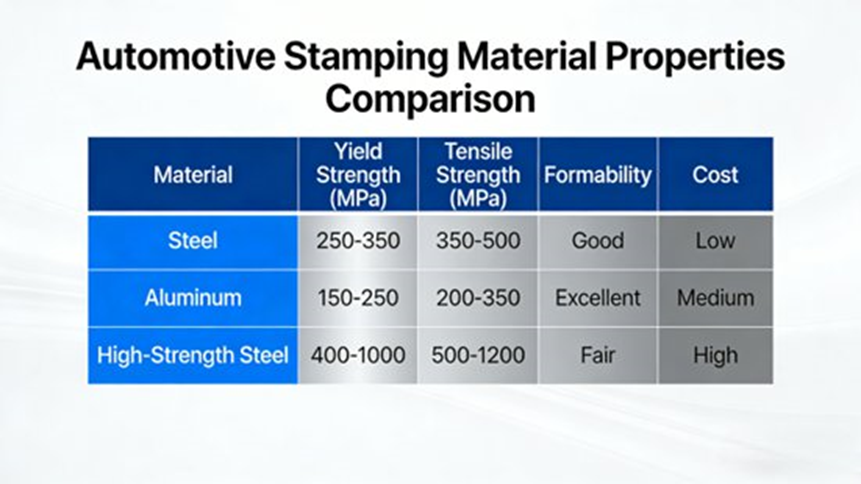
2.2 Determining Material Performance Parameters
Material formability directly dictates whether the process works. You must specify the material grade, chemical composition, and mechanical properties. These include yield strength, tensile strength, elongation, yield ratio, strain hardening exponent (n-value), and normal anisotropy (r-value).
- Ordinary cold-rolled steel (e.g., DC01, DC03): Excellent formability, ideal for intricate surfaces.
- High-strength steel (e.g., DP steel, TRIP steel): High strength but lower elongation. This makes it harder to form and prone to cracking and springback.
- Aluminum alloys: Great for saving weight but possess poorer plasticity. You must optimize your parameters to use them well.
Additionally, you need to confirm material thickness tolerances and surface conditions (galvanized, pickled).
2.3 Defining Production Volume and Capacity Requirements
Production volume decides your choice of process and equipment.
- Mass Production (e.g., >100,000 units/year): Requires high-efficiency processes (multi-station or progressive stamping) and automated lines to lower unit costs.
- Low-Volume/Custom Production: May utilize single-operation stamping and simple dies to balance flexibility and cost.
You also need to establish takt time requirements to ensure the process matches capacity needs.
2.4 Assessing Equipment and Facility Conditions
The analysis must account for existing or planned equipment parameters. We look at press tonnage, slider stroke, bolster size, and stamping speed. For instance, large body panels typically require heavy-duty double-action presses (often >1000t). Smaller structural parts can use medium-to-small single-action presses. You must also verify die processing capabilities (precision, lifespan) and facility constraints (layout, power, environmental rules).
3. Core Content: The 5 Dimensions of Feasibility Analysis
We focus the analysis around four main goals: Formability, Quality Control, Efficiency, and Budget. We systematically evaluate five key dimensions:
3.1 Product Design Adaptability
- Structural Details: We check deep drawing depths, sharp edges, and tricky hole placements. Fillets smaller than 1.5 times the material thickness run the risk of stress concentration and cracking. Parts with intricate designs might need process splitting or extra addendum surfaces.
- Dimensional & Precision Limits: We check if high precision (e.g., tolerances < 0.01mm) is reachable despite natural stamping variations like springback.
- Surface Quality: We determine if the process meets specific surface needs (e.g., mirror-finish for outer panels) and look out for structures prone to scratches or galling.
3.2 Material Formability Analysis
- Forming Limits: We use a Forming Limit Diagram (FLD) to see if the material can withstand plastic deformation without cracking or wrinkling. High-strength steels need higher n-values and r-values, or better lubrication and blank holder force.
- Springback Characteristics: We analyze elastic recovery after forming, especially in bending and flanging. Aluminum alloys show higher springback than standard steel. This means you need early die compensation or restriking operations.
- Forming Stability: We look at how material performance fluctuations (thickness, mechanics) affect batch quality.
3.3 Process Plan Evaluation
- Process Routing: We select the right sequences (e.g., Drawing → Trimming → Piercing → Flanging → Restriking for intricate door inner panels).
- Sequence Arrangement: We ensure logical progression. Drawing must precede trimming, for example. We avoid excessive operations that inflate costs or too few that hurt quality.
- Parameter Optimization: We define core parameters like blank holder force, drawing speed, bending angles, and punching clearance (typically 5% to 10% of material thickness).
3.4 Equipment and Die Adaptability
- Equipment Match: We make sure press tonnage is sufficient (usually 1.2 to 1.5 times the drawing force) and slider stroke meets drawing depth needs. High-precision parts require closed single-point presses.
- Die Adaptability: We look at die structure (blank holder rings, punches, springback compensation) to ensure smooth forming and ejection. For mass production, die lifespan must be at least 1.2 times the production batch to reduce replacement costs.
3.5 Quality Control and Cost Assessment
- Quality Control Feasibility: We establish detection methods for defects (visual/automated inspection for surface flaws, CMM for dimensions). We also make sure these QC measures make financial sense.
- Budget Checks: We analyze die, material, equipment, labor, and energy costs. Intricate dies for small batches drive up unit costs. On the other hand, automated lines have a high initial cost but lower long-term labor costs for mass production.
4. Common Methodologies Used in the Industry
To improve accuracy and speed, engineers use a combination of three methods:
4.1 Theoretical Analysis
Based on material and plasticity mechanics, this involves formula calculations and standard engineering judgment. For example, we evaluate feasibility using the drawing coefficient $m = d/D$ (where $d$ is the drawn part diameter and $D$ is the blank diameter). If $m$ is smaller than the material’s minimum allowable coefficient, you need additional drawing steps.
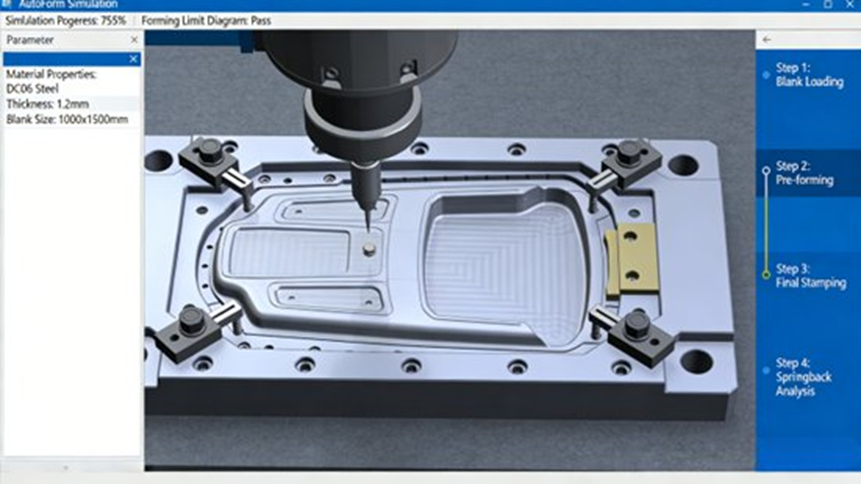
4.2 Simulation Analysis (CAE)
This is the core method used today. Using specialized software (AutoForm, DYNAFORM, PAM-STAMP), engineers build 3D models of the product, die, and material. This lets us simulate the entire forming process. It shows material flow, stress/strain distribution, and predicts defects (cracking, wrinkling, springback). This greatly cuts down on physical trial-and-error costs.
4.3 Experimental Verification
The final validation step involves physical trials:
- Small Batch Trials (10-50 units): We use simple or preliminary dies to test dimensions, surface quality, and mechanical properties. We also watch for tooling issues like galling.
- Mass Production Trials (100-1000 units): We simulate mass-production takt times to verify consistency, stability, and actual costs.
5. Closed-Loop Verification Workflow and Risk Mitigation
5.1 The 5-Step Closed-Loop Flow
- Input: Gather product data, material specs, volume, and facility conditions.
- Analyze: Apply theoretical and simulation methods across the 5 dimensions to spot risks.
- Optimize: Adjust product structure, materials, parameters, or die designs to fix those risks.
- Verify: Run small and mass batch trials.
- Confirm: Evaluate technical, economic, and operational results to finalize the feasibility report.
5.2 Common Process Risks and Troubleshooting Strategies

- Forming Defects (Cracking/Wrinkling): Strategy: Upgrade materials, adjust blank holder force/lubrication, increase transition fillets, or optimize addendum surfaces based on CAE results.
- Dimensional Deviations (Springback): Strategy: Implement die compensation, optimize hold time/speed, and use automated in-line measurement.
- Budget Overruns: Strategy: Simplify process routing, select better-priced materials, and avoid buying heavy equipment for low-volume runs.
- Low Production Efficiency: Strategy: Adopt progressive/multi-station dies, integrate automated feeding/retrieval systems, and use wear-resistant die materials to stop downtime.
6. Final Thoughts and What’s Next
The feasibility analysis of the automotive stamping process serves as a primary technical gateway. It directly affects product quality, efficiency, and final pricing. The core value lies in proactively finding and fixing risks through scientific analysis and closed-loop verification.
As vehicle design moves toward lighter, electrified, and smarter platforms, stamping faces new tests. Adding novel materials (carbon fiber composites, high-strength aluminum) demands better forming technologies. Furthermore, bringing in AI-driven parameter optimization and Digital Twin stamping lines will change how fast and accurate these analyses become. This points automotive manufacturing toward a much more precise and intelligent future.
7. Frequently Asked Questions (FAQs)
What is a stamping process feasibility analysis?
A stamping process feasibility analysis is a systematic review done early in product development. It determines whether a metal stamping process can successfully produce a part with the required quality, speed, and budget. Engineers review material properties, tooling design, process parameters, and equipment capabilities. This spots issues such as wrinkling, tearing, or excessive thinning before full production.
What key factors are evaluated in stamping feasibility?
Key factors typically checked include:
- Material formability and thickness: Whether the sheet metal can bend without cracking.
- Tooling feasibility: Mold structure strength, wear resistance, and precision.
- Process parameters: Press speed, blank holder force, lubrication, and friction.
- Machine capability: Press tonnage, stroke, and repeatability.
- Cost and lead time: Economic and scheduling limits.
How is stamping formability assessed?
Engineers usually check formability through simulations. They use finite element analysis (FEA) or specialized CAE software tools (like AutoForm or DYNAFORM) to predict defects and material behavior under stress. These tools look at strain distribution, forming limits, and potential failure zones to verify the part design.
Why is early simulation important in stamping feasibility?
Running simulations early catches quality problems—such as wrinkling, tearing, or excessive thinning—before anyone builds physical tooling. This drastically reduces development costs, stops “trial-and-error” on the shop floor, and shortens the overall lead time for production.
What common quality issues does a feasibility study aim to prevent?
A feasibility study targets common stamping defects such as:
- Wrinkling or buckling of the sheet material.
- Cracking or tearing due to excessive strain.
- Uneven wall thickness leading to weak or out-of-spec parts.
- Springback causing dimensional variation.

·